High Velocity Pump
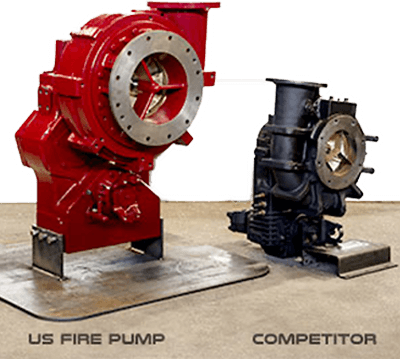
Largest NFPA Compliant Fire Pump Ever Built
The USFP High Velocity Pump (HVP) is an engine driven fire pump designed to meet NFPA 1901 performances up to 6,250 GPM from draft and more. With sufficient engine
power and a pressurized water system, performance will exceed 10,000 GPM.
The key to this fire pump design is optimized flow through layout, which maximizes the pumps performance from pressurized water systems with capabilities of over 10,000 GPM. Part of this high flow design includes a 12” flanged suction inlet feeding an impeller eye, which exceeds 10” in diameter with a discharge outlet of 8” for the 5,500 GPM unit and 10” for the 6,250 GPM unit.
An important option designed into this pump is an auxiliary drive output to power SAE C/D hydraulic systems used to drive large foam systems or a flanged output to
drive air compressors. Additional design features include optional bronze pump construction, Teflon ring mechanical seal backup, and quite helical gear transmission.
Features
- The suction inlet and discharge outlet along with the internal hydraulic configuration are designed to maximize hydrant flow through
- The gearbox has helical class 11 gears for quiet operations and is designed for engines up to 700HP
- The bottom drive configuration has an optional auxiliary drive port for SAE C or D application, capable of driving up to a 300 GPM foam pump
- The largest NFPA1901 fire pump in the world, designed for the big jobs and to maximize the now available larger diesel industrial engines up to 700HP
- Suction inlet has built-in prerotation baffles and is over sized to compensate for the baffles area
- The lower drive utilizes tapered roller bearings to give maximum drive strength
- Mechanical seal has a back up Teflon ring
- Pump shaft is made of 17-4PH stainless steel
- The gearbox and volute have multiple mounting pads and holes to make mounting easier